
 Tehnički napredak doveo je do potrebe zavarivanja novim elektrodama koje se prije nisu koristile i imaju jedinstvena svojstva. U domaćoj industriji kemijski aktivni i vatrostalni metali nisu cjeloviti. Riječ je o molibdenu, volframu i cirkonijumu. Revolucionarne metode zavarivanja počele su se razvijati na temelju najnovijih znanstvenih istraživanja. Zavarivanje volframa vrši se pomoću posebnih elektroda.
Tehnički napredak doveo je do potrebe zavarivanja novim elektrodama koje se prije nisu koristile i imaju jedinstvena svojstva. U domaćoj industriji kemijski aktivni i vatrostalni metali nisu cjeloviti. Riječ je o molibdenu, volframu i cirkonijumu. Revolucionarne metode zavarivanja počele su se razvijati na temelju najnovijih znanstvenih istraživanja. Zavarivanje volframa vrši se pomoću posebnih elektroda.
Volfram i njegove legure
Volfram se smatra najotporljivijim metalom, jer se topi pri temperaturi od 3422 stupnja Celzijusa. Na njenoj osnovi rade se legure.
Primjerice, dodavanje kobalta i kroma daje povećanu tvrdoću, trajnost i otpornost na habanje.
Srebro i bakar - za visoku toplinsku i električnu vodljivost, otpornost na mehanička oštećenja. Koriste se u proizvodnji elektroda za dovršavanje točkastih zavarivanja. Zavarivanje volframovom elektrodom omogućuje obavljanje zadataka, štedeći potrošni materijal.

Glavni minus je krhkost kada se temperatura smanji na 20 stupnjeva, jer se mehanička obrada treba provoditi u vrijednostima većim od granice krhkosti, 300-500 stupnjeva.
Volfram elektrode
Dajući odgovor na pitanje, volframove elektrode, zašto su potrebne - trebali biste znati što su :
 Varijabli. Zavareni su pomoću izmjeničnog napona. Postoje čisti i cirkonijski sastojci, koji kroz njih proizvode aluminij, magnezij i legure. Prvi sa zelenim nijansama, a drugi s bijelom.
Varijabli. Zavareni su pomoću izmjeničnog napona. Postoje čisti i cirkonijski sastojci, koji kroz njih proizvode aluminij, magnezij i legure. Prvi sa zelenim nijansama, a drugi s bijelom.- Universal. Postupak zavarivanja moguć je korištenjem dvije različite vrste napona (izmjenični i jednosmerni). Ovoj vrsti pripadaju cerij i lantan. Prvi imaju sivu boju, drugi - plavu i zlatnu.
Značajke rada s metalom
Trebali biste znati da se zavarivanje može provesti u ručnom, automatskom ili poluautomatskom načinu rada. Rad se izvodi bez korištenja aditiva, koristeći samo rastaljeni metal s krajeva elemenata za zavarivanje, što značajno smanjuje troškove rada. Potrebno je uzeti u obzir niz bodova:
 lemljenje volframa moguće je čak i u slučajevima kada je debljina elemenata manja od 0, 1 mm;
lemljenje volframa moguće je čak i u slučajevima kada je debljina elemenata manja od 0, 1 mm;- tijekom rada, zračne mase moraju se ukloniti iz trenutne zone, brzina protoka plina ovisi o pokazatelju debljine proizvoda, brzini lemljenja, vrsti spojeva;
- luk se može zapaliti bez dodirivanja metala, u tom slučaju je potreban oscilator;
- trebate pažljivo pratiti izbor trenutne polarnosti, što će smanjiti trošenje elektroda smanjujući zagrijavanje metala;
- argon stvara zaštitnu kuglicu, sprječava oksidaciju i smanjuje upotrebu materijala.

Postoje brojni zahtjevi za posao. Oni se moraju pridržavati radi održavanja visokokvalitetnih proizvoda, posebno:
 pratiti preciznu usklađenost s dimenzijama kako bi se dobili najkvalitetniji šavovi;
pratiti preciznu usklađenost s dimenzijama kako bi se dobili najkvalitetniji šavovi;- koristite određene uređaje koji pojednostavljuju sklapanje;
- odmastiti vrhove elektroda i površine koje se tretiraju;
- odaberite ispravnu struju za spremanje elektroda i održavanje oblika njihovog oštrenja;
- Ne zaboravite istisnuti zrak iz radnog područja;
- ako se koriste inertni zaštitni plinovi, potrebno je stalno nadzirati da plinski oblak pokriva ne samo bazen zavara, već i elektrodu s vrhom grijane žice;
- kada se zavarivanje ubrzava, brzina dovoda inertnog plina također bi trebala porasti.
Ručna tehnika ima niz značajki. Rad se izvodi s desna na lijevo. Ako su zavareni najtanji dijelovi, tada se plamenik mora držati pod kutom od 60 stupnjeva, ako je deblji - 90 stupnjeva. Prilikom odabira načina ugradnje aditiva uzima se u obzir debljina proizvoda.
Automatski i poluautomatski modus također imaju značajke . Dakle, smjer rada trebao bi pomoći pomicanje šipke za punjenje ispred luka. Elektrode se postavljaju okomito na površine za zavarivanje, a punilo i žica nalaze se pod kutom od 90 stupnjeva.
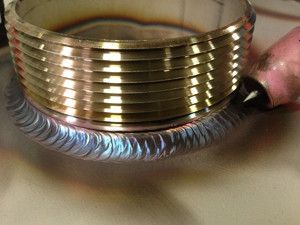
Zavarivanje volframom
 Transformatori su glavni izvor napajanja kad se koriste izmjenična struja, generatori i ispravljači - ako su konstantni. Svi izvori moraju imati karakteristiku strmog pada koja će održavati konstantnu vrijednost napona ako se duljina luka krši zbog razlika.
Transformatori su glavni izvor napajanja kad se koriste izmjenična struja, generatori i ispravljači - ako su konstantni. Svi izvori moraju imati karakteristiku strmog pada koja će održavati konstantnu vrijednost napona ako se duljina luka krši zbog razlika.
Što se tiče toga što se kuha s volframovim elektrodama. Ova vrsta zavarivanja koristi se pri radu s molibdenom, niklom, titanom i visokolegiranim čelikom. Izvor topline je struja .
Komponente su posebna elektroda i plin argona, tj. Proces se odvija već u zaštićenom okruženju, što dovodi do poboljšanih karakteristika zavara, pojednostavljenja samog rada i čineći ga učinkovitijim.