
 Šipke od volframa i njegovih legura široko se koriste kao elektrode namijenjene dobivanju trajnih spojeva pomoću argonskog zavarivanja. Koriste se za izradu posebno kritičnih sklopova, na primjer, spremnika koji rade pod pritiskom. Pomoću volframovih elektroda zavarivaju se nehrđajuće i legure legura.
Šipke od volframa i njegovih legura široko se koriste kao elektrode namijenjene dobivanju trajnih spojeva pomoću argonskog zavarivanja. Koriste se za izradu posebno kritičnih sklopova, na primjer, spremnika koji rade pod pritiskom. Pomoću volframovih elektroda zavarivaju se nehrđajuće i legure legura.
Primjena i značajke zavarivanja
Treba napomenuti da uporaba volframovih elektroda osigurava stabilnost načina zavarivanja, stalan luk za zavarivanje. Ova svojstva daju visoko kvalitetne zavare. Maksimalna učinkovitost zavarivanja ovim materijalima prikazana je u zaštitnim plinovima. Ova vrsta zavarivanja koristi se za spajanje materijala poput molibdena, nikla i nekih drugih.
Alat ove vrste klasificiran je kao potrošni, ali u tehnološkom procesu koristi se istovremeno s žicom za punjenje. Volfram proizvodi se koriste za povezivanje metala različitih sastava.

Na površini proizvoda izrađenih od volframa i njegovih legura ne nanosi se premaz. U procesu zavarivač podnosi materijal za punjenje odvojeno, u pravilu se također izrađuje u obliku šipke ili žice.
Zavarivački bazen zaštićen je od atmosferskog kisika plinom koji ga okružuje; u tu svrhu se koriste argon, ugljični dioksid, helij ili mješavina.
U praksi se najčešće koriste šipke s duljinom od 175 mm, ali postoje i šipke za zavarivanje kraćih duljina od 50 do 150 mm. Promjer upotrijebljenih materijala se kreće od 1 do 8 mm. Možete odabrati željeni proizvod pomoću posebnih tablica.
 Kvaliteta izvedenih radova prije svega osigurava kemijski sastav volframove legure. Dakle, tijekom njihove proizvodnje, u leguru se uvode aditivi sljedećih kemikalija: torij, cirkonij i niz drugih. Ti dodaci povećavaju otpornost šipki na taljenje i, naravno, poboljšavaju kvalitetu zavarivanja.
Kvaliteta izvedenih radova prije svega osigurava kemijski sastav volframove legure. Dakle, tijekom njihove proizvodnje, u leguru se uvode aditivi sljedećih kemikalija: torij, cirkonij i niz drugih. Ti dodaci povećavaju otpornost šipki na taljenje i, naravno, poboljšavaju kvalitetu zavarivanja.
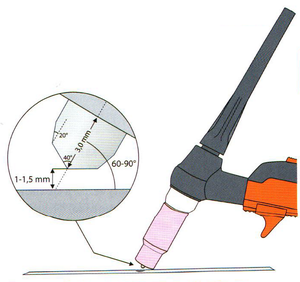
Zavarivač mora stalno pratiti stanje radnog vrha volframove šipke. Stvar je sljedeća: rad lukova na površini dijelova ovisi o obliku vrha. Njegov oblik utječe na kvalitetu zavara, njegov oblik i veličinu. Zato vrh proizvoda mora uvijek biti naoštren. U praksi se primjenjuju pravila i oblik oštrenja, koji su prihvatljivi za određene vrste rada.
Oblik izoštravanja određuje se markom proizvoda, pa bi WP vrh trebao biti izrađen u obliku sfere, na WT-u bi trebalo biti malo izbočenja na kraju, ali zavarivačke šipke marke WC su naoštrene pod konusom.
Veličina obrade (oštrenja) kraja šipke određuje se sljedećim oblikom - njezin se promjer množi sa 2, 5. Odnosno, proizvod s promjerom od 3 mm mora se obrađivati na udaljenosti od 7, 5 mm. Uz to, treba imati na umu da, ovisno o materijalima za zavarivanje i jačini struje zavarivanja, kutovi oštrenja moraju biti različiti. Nepoštivanje ovih smjernica može skratiti vijek trajanja alata.
Dakle, ako je vrh postavljen neravnomjerno, to može dovesti do odstupanja luka od određenog smjera. Pogrešno odabrana širina dovest će do takve oštećenja kao što je nedostatak prodora.
Unatoč brojnim prednostima ovih proizvoda, postoji barem jedan značajan nedostatak - teško je zapaliti i održavati luk.
Da biste otklonili ovaj nedostatak, paljenje lukom izvodi se u nekoliko koraka:
- Na tijelu obratka napravite kratki spoj.
- Uvlačenje elektrode s obratka na unaprijed određenoj udaljenosti.
Za obavljanje ove operacije na mjestu zavarivanja dodaje se dodatak cirkonija. Ova metoda omogućuje zapaljivanje kvalitetnog luka.
Označavanje proizvoda
 Kao i većina sličnih proizvoda, volframove elektrode imaju klasifikaciju koja se izvodi prema primjenjivosti. Neki, na primjer, WP koriste se za rad s aluminijom, a WC za rad s nehrđajućim čelikom. Da bi se lakše razlikovali, na njih se postavlja traka u boji.
Kao i većina sličnih proizvoda, volframove elektrode imaju klasifikaciju koja se izvodi prema primjenjivosti. Neki, na primjer, WP koriste se za rad s aluminijom, a WC za rad s nehrđajućim čelikom. Da bi se lakše razlikovali, na njih se postavlja traka u boji.
Za označavanje šipki za zavarivanje volframa upotrebljava se alfanumerička oznaka. Pored toga, volframove elektrode za zavarivanje argonskim lukom klasificiraju se prema boji.
Pored njega, na površinu šipki nanose se boje koje odgovaraju njihovoj marki. Oznaka elektroda uključuje opis kemijskog sastava, kao i prisutnost aditiva. Oznaka sadrži slovo W, označava da je volfram osnova kemijskog sastava. Količina aditiva ne prelazi 0, 5% volumena.

Drugo slovo označava vrstu aditiva koji se koristi za izradu volframovih elektroda.
Dakle, marka WP su volframove elektrode za zavarivanje aluminija i njegovih legura. Pored toga, metalne elektrode marke WP koriste se za obradu magnezija. Proizvodi marke WZ8 sadrže cirkonij. Koriste se za rad s broncom, magnezijem, niklom i njihovim legurama. Proizvodi mogu raditi s velikim opterećenjima, za razliku od proizvoda druge marke. Elektrode ove marke označene su zelenom bojom.
WT20 elektroda sadrži torij u svom kemijskom sastavu. Proizvodi ove vrste su najčešći, ali istovremeno predstavljaju određenu prijetnju zavarivaču i ljudima koji rade pokraj njega. Stvar je u tome što je ovaj materijal izvor zračenja. To nameće određena ograničenja za njihovu upotrebu u proizvodnji zavarivanja. Elektrode ove marke označene su crvenom bojom.
Treba napomenuti da šipke koje sadrže torij omogućuju vam rad s gotovo bilo kojom vrstom materijala, od običnih čelika do legura nikla ili molibdena.
 Univerzalne elektrode uključuju i one koje pripadaju brandu 20. 20. Cerium je uključen u njihov kemijski sastav, što omogućava rad s izmjeničnim i konstantnim strujama za zavarivanje. Još jedna razlika između proizvoda ove marke je u tome što oni osiguravaju stabilno sagorijevanje luka čak i uz mali izvor energije. Elektrode ove marke označene su tamno plavom bojom.
Univerzalne elektrode uključuju i one koje pripadaju brandu 20. 20. Cerium je uključen u njihov kemijski sastav, što omogućava rad s izmjeničnim i konstantnim strujama za zavarivanje. Još jedna razlika između proizvoda ove marke je u tome što oni osiguravaju stabilno sagorijevanje luka čak i uz mali izvor energije. Elektrode ove marke označene su tamno plavom bojom.
Drugim riječima, volframove elektrode čija je klasifikacija dana gore mogu se koristiti za zavarivanje bilo kakvih legura.
Oprema za zavarivanje
Ako se za zavarivanje argona koristi volframova elektroda, potreban je poseban set opreme. Uključuje:
- izvor istosmjerne ili izmjenične struje;
- plamenici s elektrodom koja se ne troši;
- rezervoari u koje se pumpa inertni plin;
- rukavi (crijeva) za dovod plina u radni prostor.
 Elektrode su izrađene od volframa ili njegovih spojeva. Temperatura taljenja mu je 3.380 Celzijevih stupnjeva, što mu omogućava da se koristi s gotovo svim metalima. Tijekom rada se ne topi, jedino što je potrebno je izvesti oštrenje u skladu s određenim zahtjevima. Elektroda je ugrađena u plamenik, dok je dio elektrode koji ne sudjeluje u radu zaštićen kapom. Ovo je potrebno kako bi se spriječilo da ga spoji na zemlju.
Elektrode su izrađene od volframa ili njegovih spojeva. Temperatura taljenja mu je 3.380 Celzijevih stupnjeva, što mu omogućava da se koristi s gotovo svim metalima. Tijekom rada se ne topi, jedino što je potrebno je izvesti oštrenje u skladu s određenim zahtjevima. Elektroda je ugrađena u plamenik, dok je dio elektrode koji ne sudjeluje u radu zaštićen kapom. Ovo je potrebno kako bi se spriječilo da ga spoji na zemlju.
Na plameniku je instaliran gumb koji napaja plin i napon. Na kraju plamenika ugrađena je keramička mlaznica. Vrh elektrode izlazi iz nje. Rukavi su spojeni na ručicu plamenika kroz koju se dovodi plin.
Nakon što zavarivač pritisne gumb, započinje opskrba plinom i električnom energijom. Plin koji dolazi iz mlaznice izolira zavarivanje bazena od utjecaja plinova sadržanih u atmosferi.
Prednosti i nedostaci
 Zavarivanje volframovim elektrodama osigurava zavarivanje bez šljake. U takvom šavu nema pora. Zavarivanje ove vrste omogućuje vam povezivanje većine poznatih legura i metala. Osim toga, uporaba zavarivanja ove vrste omogućuje vam stvaranje veza sa zidovima različitih debljina.
Zavarivanje volframovim elektrodama osigurava zavarivanje bez šljake. U takvom šavu nema pora. Zavarivanje ove vrste omogućuje vam povezivanje većine poznatih legura i metala. Osim toga, uporaba zavarivanja ove vrste omogućuje vam stvaranje veza sa zidovima različitih debljina.
Zavarivanje volframovim elektrodama izvodi se bez iskre i prskanja. Na šavu se ne stvara šljaka, ne izlazi dim, za razliku od elektroda obloženih premazom. Svi ti čimbenici omogućuju zavarivanje velikom brzinom.
Međutim, zavarivanje takvim materijalom podrazumijeva da je prije izvođenja radova potrebno pažljivo očistiti površinu dijelova. Inače, rezultirajući šav imat će određene nedostatke (nedostatak fuzije, pore itd.).