
- Vrste niti
- Vrste sorti za točenje
- Savjeti za izradu dijelova
- Ostale vrste obrade
- Kako provjeriti ispravan rad
 Danas se navojni spojevi nalaze gotovo svugdje: i u tehničkim uređajima i u velikom broju predmeta kućanstva. Glavni alat za proizvodnju takvih spojeva je slavina. Za navoje se koristi za brzo i bez napora kako bi se proizvela precizna i kvalitetna obrada na unutarnjoj ravnini otvora.
Danas se navojni spojevi nalaze gotovo svugdje: i u tehničkim uređajima i u velikom broju predmeta kućanstva. Glavni alat za proizvodnju takvih spojeva je slavina. Za navoje se koristi za brzo i bez napora kako bi se proizvela precizna i kvalitetna obrada na unutarnjoj ravnini otvora.
Vrste niti
Dizajn alata s vremenom je postao promišljeniji, a danas vam omogućuje stvaranje jasne unutarnje niti.
Vrste niti određuju se sljedećim parametrima: svrha, vrsta profila, veličina koraka, smjer (desno, lijevo), mjerni sustav (metrika, inč, cijev), mjesto na dijelu (unutarnji, vanjski), priroda površine, broj posjeta.
Namjenska klasifikacija
U modernoj industriji postoje različite vrste slavina koje se međusobno razlikuju po dizajnu i funkcionalnosti. Prema oznaci, slavine mogu pripadati jednoj od sljedećih vrsta:
 Ručni slavini su jedno-, dvo- i trospolni. Broj slavine u garnituri označen je brojem kružnih uzoraka na osovini. Kod obrade proizvoda izrađenih od posebno tvrdih legura takav set može doseći pet komada. Radni promjeri takvog alata koji se nalazi u kompletu variraju.
Ručni slavini su jedno-, dvo- i trospolni. Broj slavine u garnituri označen je brojem kružnih uzoraka na osovini. Kod obrade proizvoda izrađenih od posebno tvrdih legura takav set može doseći pet komada. Radni promjeri takvog alata koji se nalazi u kompletu variraju.- Vrhovi strojeva dizajnirani su za rezanje slijepih i kroz navoje. Za dobro odvajanje strugotine i za isprekidane rupe koristite alat s utornim utorima: lijevo - za prolaz, desno - za slijepe rupe s desnim navojem. Koriste se za okretanje, bušenje, modularne i druge strojeve.
- Da biste stvorili nit u prolaznim rupama, upotrijebite slavine s maticama bez zakretanja unazad navojem sjeckane matice na ravno ili zakrivljeno ležište alata. Slavine s ovom dizajnerskom značajkom koriste se na strojevima za rezanje matica, na kojima sječe matice u kontinuiranom ciklusu. U pravilu rade bez prisilne prijave.
 Spot slavine . Dizajniran za prethodno rezanje okruglih matrica prije bušenja rupa za rezanje sječke. Ulazni dio je sužen po cijelom profilu.
Spot slavine . Dizajniran za prethodno rezanje okruglih matrica prije bušenja rupa za rezanje sječke. Ulazni dio je sužen po cijelom profilu.- Maternice . Namijenjeni kalibraciji niti okruglih matrica nakon bušenja rupa od sječke. Ulazni dio je cijelog profila stožastog oblika, a kalibrirajući dio je cilindričnog oblika.
- Kombinirani slavine . Dizajniran za izvođenje više poteza obrade. Izbušivanje rupe i umetanje kroz rupe bez prisiljavanja izvedivo je ako alat za rezanje navoja počne s radom nakon što bušilica napusti rupu.
Vijačenje lakih metala vrši se pomoću ručnih alata definiranih GOST standardima, za koje se niti u gusteničkom dijelu nalaze slojevito. S lijevim utorima - za rupe u desnoj ruci, a za slijepe rupe - rupe na desnoj strani.
Kod čelika otpornih na koroziju i topline, rezanje navoja vrši se posebnim alatima (GOST 17927–72 *).
Rezanje titana i njegovih legura
Treba izbjegavati rezanje u rupama slijepih i dugih niti kako bi se spriječilo puknuće radnog alata. Postupak navoja olakšava se povećanjem promjera otvora za navojni element. Kod tvrdih materijala i kaljenih čelika, rezanje navoja također se vrši pomoću alata od karbida. Primijenite metode vibracijskog rezanja navojnog elementa.
Važni parametri
Ovisno o željenim karakteristikama, točnosti, dopuštenoj hrapavosti površine radnog dijela, konfiguraciji dijela i namjeni navojnog elementa, odaberite način izrade dijela. Značajno utječe na ovaj postupak i obradivost dizajna navojnih dijelova.
Vrste sorti za točenje
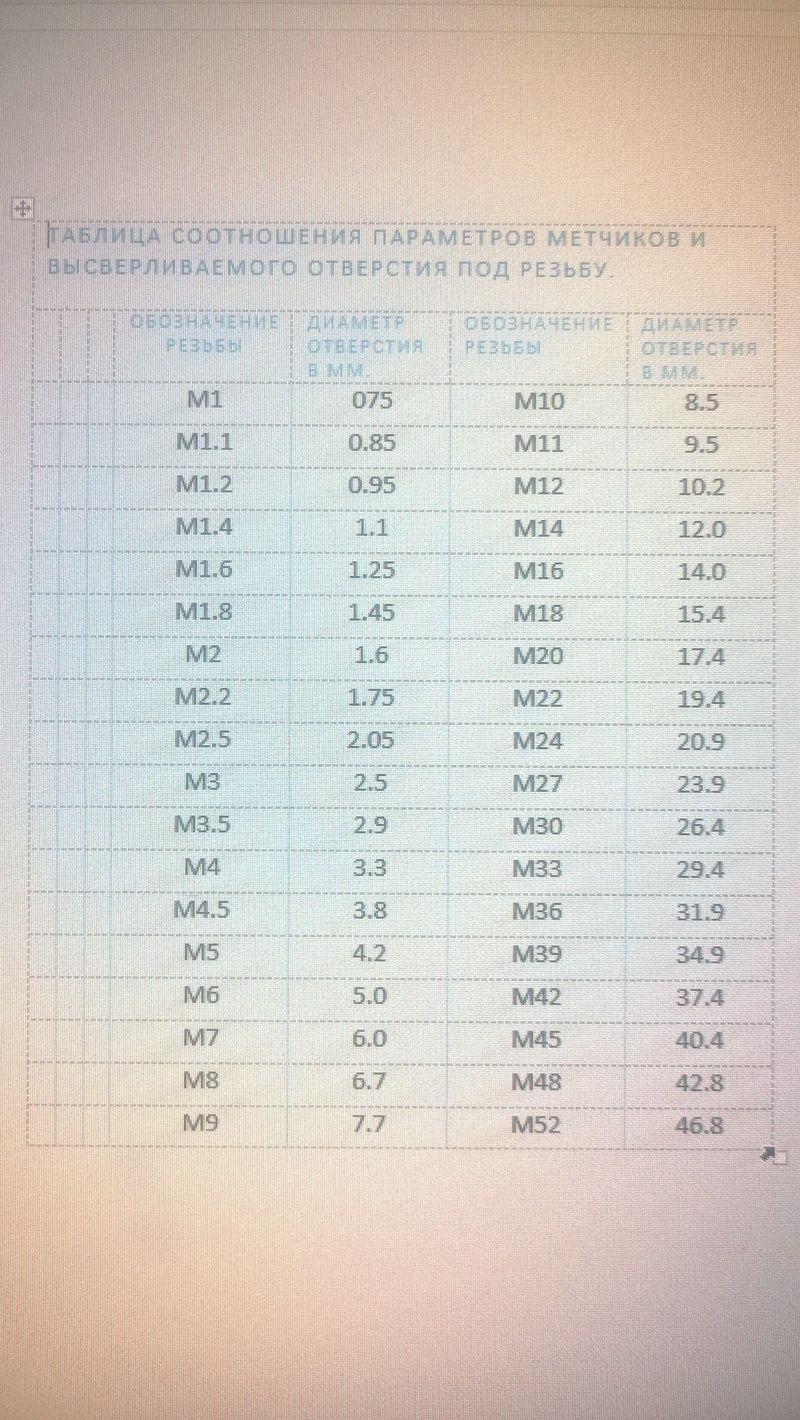
Metrička vrsta rezanja. Izrezani element takve niti ima oblik isoscelesnog trokuta, cijela se vrijednost mjeri u milimetrima, takvi su slavini označeni slovom (M). Za odabir pravog alata tijekom rezanja koristi se posebna referentna tablica slavina.
Tapnuća tablica:
Inčni radni dio alata ima stožast oblik. Promjer takvog alata mjeri se u inčima, a visina tona je broj niti po inču.
Cijevi. Cilindrični i konični slavine koriste se za spajanje navoja cijevi.
Savjeti za izradu dijelova
Pri rezanju vanjskog elementa s navojem važno je pridržavati se sigurnosnih mjera opreza. I također je potrebno slijediti sljedeće preporuke:
- Prije rezanja vanjskog navoja elementa obratka na šipci potrebno je usitniti, umetnuti matricu točno bez izobličenja i obavezno podmazati komad uljem.
- U slučaju kada je šipka zakrivljena, možete ukloniti neispravni dio legure i ponovo započeti s navojem.
- Ako se otvor otvori slavinom, tada se mora izbušiti okomito na ravninu dijela, nagib se mora ukloniti, a gruba slavina podmazati uljem.
- Prilikom odabira slavina, bolje je obratiti pažnju na označavanje alata i odlučiti se za proizvode od čelika velike brzine. Takav čelik je trajniji i nije sklon kvarovima.
- Ako se alat za rezanje unutarnjih niti slomio, morate ga koristiti posebnim alatom kako biste ga uklonili iz obratka.
Ostale vrste obrade
Za rezanje rezača na strugama i vanjske i unutarnje ravnine koriste se različiti umetci od tvrdog karbida ili mali alat koji nalikuje dosadnom alatu. Alati s jednim navojem proizvode obradu profila s više prolaza. Navojni rezači su prizmatični, lamelirani, šipkasti, s mehaničkim pričvršćivanjem karbidnih ploča.

Alat je ugrađen u sredinu dijela koji treba izrezati. Takva se obrada vrši na strojevima s više osnih ili valjanih valjaka. Postoji mogućnost korištenja jednostrukih i više zubnih karbidnih umetaka.
Korištenje zamjenjivih umetka od tvrdog metala pri navoju na stružnicama omogućuje obradu rupa od 6 mm ili više. Strojni navoj je prikladan za mnoge materijale tvrdoće do 50 HRC.
Rezači navoja
Drugi način rezanja unutarnjih i vanjskih navoja je glodanjem rezača na CNC strojevima koji drže spiralnu interpolaciju. Koristi se u takvom alatu za rezanje niti kao glodalica od cijelog karbida, pa zamjenjivi umetci od karbida. Postoje glodalice za rezanje navoja s višestrukim okretajem, jednom i jednim čepom. Kod obrade radnog komada prednost se daje glodalicama s više okretaja. Njihov opseg je prilično opsežan, jer su sposobni za obradu materijala jačine do 65 HRC, i omogućuju obradu širokog spektra materijala.
Ovi rezači imaju širok raspon uporabe, a njihov promjer započinje najmanjim (od 1, 5 mm) i završava s najvećim veličinama. Korištenje ovog alata ima brojne prednosti. Isti rezač može se koristiti za rupe različitih promjera pomoću jednog nagiba navoja.
Uporaba abrazivnih materijala
Način obrade navoja s abrazivnim alatima značajno se razlikuje od prethodnih i daje veliku vjerojatnost rezanja unutarnje niti visoke preciznosti. To je visoko kvalificirano rješenje za proizvodnju ogromnog broja dijelova koji imaju malu toleranciju netočnosti od željenih parametara. Jedan takav stroj može brusiti široku paletu unutarnjih varijanti navojnih elemenata. Elementi koji se proizvode unutarnjim brušenjem uključuju mjerače navoja, matice za obične i kuglične vijake.

Rezanje navoja brušenjem vrši se na strojevima dizajniranim za ove procese, koji imaju glavna obilježja: krutost instalacije, stabilna temperatura, točnost pokreta duž koordinatnih osi, mogućnost izvođenja preciznih ciklusa pokreta i prisutnost posebnih preciznih vretena s senzorima regulacije temperature.
Proces izvlačenja
Za rupe obrade metala dubine do četiri kalibra koriste se valjci za točenje. Njihovo načelo rada je deformacija materijala, dok čip nije formiran i ne postoji vjerojatnost zaglavljenja čipsa. Nedostatak ovog tretmana je ograničena krutost slanina do 40 HRC, jer takav način navoja omogućava deformaciju upotrijebljenog materijala, koji bi trebao biti plastičan, s malim koeficijentom zatezanja.

Takav alat ima veću krutost, zbog čega praktički ne podliježe izvijanju. Upletena nit je najjača, jer se gruba legura sažima i postaje ujednačenija. Od nedostataka ove vrste slavina je i najveći obrtni moment i veća snaga stroja. Ograničenje je činjenica da rupu treba preciznije izbušiti nego prilikom navoja.
Upleteni dijelovi se ne koriste u nekim industrijama zbog savijanja unutarnjeg promjera navoja.
Kako provjeriti ispravan rad
Da bi se provjerila ispravnost, i što je najvažnije, kvaliteta obavljenog rada, postoje posebni alati - kalibri. Na takvom instrumentu moraju se zabilježiti sljedeće informacije:
- Parametri tolerancije;
- PK imenovanje;
- LH šifra za alate s lijevim navojem.
Postoje kalibri
- Prsten.
- Cork.
- Nosač.
Prije nego što počnete koristiti ove metode, trebali biste temeljito proučiti procese, odabrati što je prikladno i strogo slijediti sva pravila za obradu. Nemojte zanemariti sigurnosne mjere opreza, samo što će u tom slučaju rezultat biti kvalitetan i točan.