
- Konstrukcije i sorte
- Priprema alata za rad
- Tehnološke preporuke
- Lemljenje pocinčanog željeza
- Kako lemiti nehrđajući čelik
- Domaće željezo za lemljenje čekića
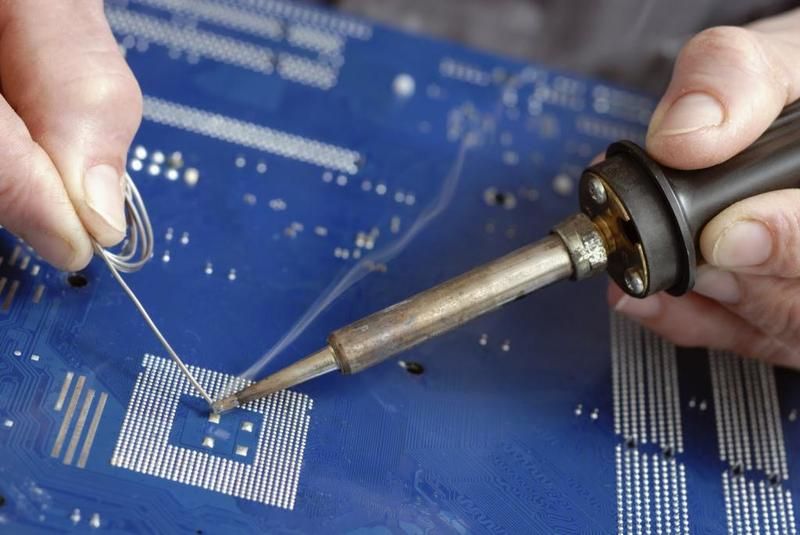
 Prilikom postavljanja električnih krugova i spajanja metalnih dijelova jedni s drugima koristi se pouzdana i dokazana metoda - lemljenje. Za lemljenje metalnih dijelova koristi se lemljenje. Neiskusni i novak monteri moraju znati kako lemiti lemljenje i što trebate raditi.
Prilikom postavljanja električnih krugova i spajanja metalnih dijelova jedni s drugima koristi se pouzdana i dokazana metoda - lemljenje. Za lemljenje metalnih dijelova koristi se lemljenje. Neiskusni i novak monteri moraju znati kako lemiti lemljenje i što trebate raditi.
Konstrukcije i sorte
Postupak lemljenja sastoji se u punjenju prostora između vodiča s rastopljenim materijalom, uglavnom kositrenim olovom. Talište tališta bi trebalo biti niže od zagrijane površine vrha. Lem za lemljenje treba odabrati ovisno o vrsti i vrsti posla koji je potreban za obavljanje. Lilice za lemljenje su električne i grijane otvorenim plamenom.
Dizajni i sorte glačala za lemljenje:
 S nichrome grijačem napravljenim od žice namotane na površinu izolatora, u koji se ubacuje žicu. Takvi se alati polako zagrijavaju i imaju skraćeni vijek trajanja.
S nichrome grijačem napravljenim od žice namotane na površinu izolatora, u koji se ubacuje žicu. Takvi se alati polako zagrijavaju i imaju skraćeni vijek trajanja.- S keramičkim grijačem, do terminala na koji se dovodi električna struja. Takve glačalice za lemljenje karakteriziraju ubrzano zagrijavanje i produljeni vijek trajanja.
- Pulsni alati imaju trenutno grijanje. Uključuju se pritiskom i držanjem gumba. U samo 2-3 sekunde vrh se zagrijava do potrebne temperature za rad s lemilicom. Lem za lemljenje izrađen je u obliku pištolja s vrhom.
- Glačala za plinsko lemljenje mogu se koristiti samostalno, to je njihova glavna prednost. Radni dio uboda šalje se izravno u plamen plamenika, pri čemu dolazi do zagrijavanja.
Za obavljanje određenih vrsta lemljenja, električna glačala za lemljenje odabiru se snagom. Za lemljenje poluvodičkih elemenata u krugu, dovoljna snaga od 15 W do 25-40 W, ovisno o veličini zagrijane površine elektroničke komponente. Određene vrste glačala za lemljenje imaju posebnu svrhu. Lemilice za lemljenje snage 40 W i više dobro su prikladne za žice za kosilice. Za povezivanje velikih metalnih područja koriste se alati snage 65 W, 80 W, 100 W, 150 W, 200 W, 300 W i 500 W. Dostupni su električni glačala za lemljenje različitih napona:
- industrijski - 380 V;
- kućanstvo - 220 V, 36 V, 24 V, 12 V, 6 V;
- posebna - 42 V i 110 V, koristi se u željezničkom prijevozu.
Priprema alata za rad
Da biste znali pravilno koristiti lemljenje, trebate savladati vještine pripreme alata za lemljenje. Prvo što trebate učiniti nakon uključivanja električnog lemilice je kositi radni dio vrha, koji je cilindrična šipka izrađena od bakrene legure. U pravilu se ubod nalazi unutar grijača i učvršćuje se posebnim vijkom ili drugim načinima pričvršćivanja, ovisno o dizajnerskim značajkama lemilice.
Obrada stinga
Prvi korak je obratiti pozornost na kvalitetu radnog dijela uboda. Kraj vrha koji se obično koristi za lemljenje mora biti pripremljen za upotrebu. Oblik može biti u obliku lopatice ili naoštrene igle, ovisno o vrsti planiranog rada.
Da biste pripremili radnu površinu uboda, morate izvršiti sljedeće korake:
 Udarite ubod čekićem i dajte mu oblik skapule (odvijača). Možete koristiti kutno oštrenje, što se najbolje koristi za lemljenje masivnijih elemenata. Povećanjem radne površine toplina se bolje prenosi.
Udarite ubod čekićem i dajte mu oblik skapule (odvijača). Možete koristiti kutno oštrenje, što se najbolje koristi za lemljenje masivnijih elemenata. Povećanjem radne površine toplina se bolje prenosi.- Za lemljenje malih elemenata (poluvodičke radio komponente, tanke montažne žice) preporučuje se izoštriti rub u obliku oštrog konusa. Tako su manje topline izloženi dijelovima koji se boje pregrijavanja. To će ih zaštititi od otkaza i omogućiti duži rad alata.
- Konusno naoštrenje može se koristiti na snažnijim lemilicama za lemljenje za izvođenje radova s velikim vodičima.
Za pripremu radnog dijela uboda koriste se čekić, file ili datoteka, brusni papir, lem i fluks. Nakon obrade elementa čekićem, potrebno mu je dati željenu formu s kartotekom ili datotekom, a zatim ga brusiti brusnim papirom.
Načini konzerve
Sljedeća važna točka je šišanje kraja vrha, sprječavanje brzog trošenja i korozije. Za konzerviranje se mogu koristiti flueri ili borova kolofonija. Potrebno je spriječiti pregrijavanje lemilice jer to otežava izvođenje konzerviranja. Prvi put kada uključite lemljenje, može se pojaviti dim, čiji su uzrok obično tvari koje se koriste u proizvodnji alata.
Za daljnji rad uređaja važno je znati što vam je potrebno za lemljenje lemilicom. Prije svega, konzerviranje je potrebno. Izvodi se na dva načina.

Prema prvoj metodi, za kalamiranje trebate:
- zagrijati ubod do optimalne temperature;
- uronite njegov kraj u kolofoniju;
- trljajte lemljenje vrhom uboda dok se ne pojavi sjaj.
Druga metoda uključuje sljedeće korake:
- Krpe je potrebno navlažiti otopinom cink klorida i obrisati ubod s njom.
- Nakon toga, potrebno je ravnomjerno usitniti rastopljeni lem preko površine uboda komadom kuhinjske soli.
Za konzerviranje se mogu koristiti i razni fluidi i masti za lemljenje (mast za lemljenje). Za lemljenje žica lemilicom morate pripremiti sam alat, tokove za lemljenje ili kolofoniju, pomoćne uređaje (postolje za lemljenje, kliješta, rezači žica, pinceta, spužva za čišćenje vrha).
Tehnološke preporuke
Pridržavajte se tehnike lemljenja. Prije lemljenja žica prvo ih treba očistiti od izolacije. Nakon toga, pregled očišćene površine. Ovisno o marki žice, na njoj može biti prisutan i lak. Ako je izolacija uklonjena iz žica puno prije lemljenja, može nastati oksid. Postoje dva načina uklanjanja oksidiranih filmova i lakova:
- Mehanički, pomoću finozrnog brusnog papira. Ova metoda je primjenjiva za jednožilne žice velikog promjera. Nabrane, tanke žice ne preporučuje se na taj način skinuti, jer se mogu odrezati.
- Kemijska metoda koristi se za tanke žice, ali je štetnija za instalatera, jer se toksična otapala udišu sa zrakom u pluća. Premaz laka može se ukloniti bez prethodnog čišćenja acetilsalicilnom kiselinom (aspirinom). Na tabletu se postavlja žica i pažljivo se zagrijava lemilicom. Temperatura i kiselina uklanjaju lak s površine žice.
Kada radite s emajliranim žicama, možete koristiti poseban fluks, koji uništava premaz i stvara film koji štiti od kontakta s zrakom. Takav se tok naziva aktivnim. Nakon lemljenja mora se ukloniti vlažnom krpom ili spužvom.
Ako trebate lemiti žicu na metalnu platformu (na primjer, uzemljenje), prvo je morate usitniti. Površina na kojoj će se lemiti mora se očistiti do sjaja i odmastiti. Nakon toga se nanosi fluks i polažu se komadi lemljenja. Mjesto se pažljivo zagrijava, nakon čega se na njega nanosi žica.
Za kvalitativno lemljenje žice na pravom mjestu potrebno je slijediti tehnologiju lemljenja. Za to se koristi lemljenje POS-60 u kombinaciji s kolofonijom ili posebnim fluksima, jer mu pri lemljenju daju fluidnost i plastičnost, a također štite površinu od interakcije s kisikom.
Spojite žice dobro zagrijanim lemilicom tako da je njegova temperatura dovoljna da rastopi lemljenje. Izvađena žica spušta se u kolofoniju otopljenu lemilicom. Nakon što je prethodno prikupio lemljenje, potrebno je nekoliko puta provesti ubod na izloženoj žici, nakon čega se već konzervirani vodič može lemiti na traženom mjestu. Radi praktičnosti možete koristiti uređaj "iz treće ruke". Pomoću nje je fiksiran kondukter na koji će žica biti lemljena.
Lemljenje pocinčanog željeza
U proizvodnji pocinčanih proizvoda od čeličnog ugljika oni se često premazuju cinkom primjenom metode vrućeg potapanja. Da bi se dobila sjajna čelična površina, u kadu se doda 1% olova, kositra i aluminija. Čelični listovi također su obloženi cinkom galvanskom metodom.
Pocinčano željezo je teško lemiti  potrebno je imati posebne aktivne tokove koji se sastoje od koncentrirane klorovodične kiseline i otopine cink-amonijevog klorida, kao i fluksa na bazi cinkovog klorida i amonijaka uz dodatak kositrenog klorida. Prodavači kositrenog olova u kombinaciji s flukovima imaju dobru fluidnost i daju spojeve visoke čvrstoće.
potrebno je imati posebne aktivne tokove koji se sastoje od koncentrirane klorovodične kiseline i otopine cink-amonijevog klorida, kao i fluksa na bazi cinkovog klorida i amonijaka uz dodatak kositrenog klorida. Prodavači kositrenog olova u kombinaciji s flukovima imaju dobru fluidnost i daju spojeve visoke čvrstoće.
Preliminarno se na lemljenu površinu nanosi fluks, nakon čega se opaža izloženost. To je potrebno kako bi reakcija prošla. Za lemljenje morate imati veliko lemljenje s visokom radnom temperaturom. Prije lemljenja vodiča prvo morate brusiti površinu veze, a nakon lemljenja ostatke fluksa treba ukloniti.
Kako lemiti nehrđajući čelik
Zavarivanje nehrđajućeg čelika je dugotrajan proces. Proizvodi se na temperaturi od 500 do 700 stupnjeva Celzijusa pomoću lemljenja (tinol). Lemilica od nehrđajućeg čelika bira se na temelju uvjeta lemljenja i sastava čelika. Legura sadrži ne više od 25% kroma i 25% nikla, a takvi sastavi daju vrlo jake spojeve. Kao fluks koristi se boraks koji se na površinu nanosi u obliku paste ili praha. Nakon topljenja boraks, metal se zagrijava i postaje svijetlo crvene boje, a zatim se u ove spojeve uvodi lemljenje.

Nakon lemljenja preostali tok uklanja se vodom ili pijeskom. Upotreba dušične i klorovodične kiseline krajnje je nepoželjna, jer s uništavanjem potonje može doći do reakcije na lemilu i metalu.
Domaće željezo za lemljenje čekića
 Kod kuće možete napraviti moćno lemljenje za lemljenje masivnih metalnih elemenata. Takvo lemljenje ima visoku toplinsku sposobnost, što osigurava dovoljnu temperaturu za obavljanje potrebnih poslova.
Kod kuće možete napraviti moćno lemljenje za lemljenje masivnih metalnih elemenata. Takvo lemljenje ima visoku toplinsku sposobnost, što osigurava dovoljnu temperaturu za obavljanje potrebnih poslova.
Za ubod morate uboditi masivnu bakrenu šipku ili debelu šipku. Bit će ga potrebno brusiti datotekom kako bi se dobili različiti rubovi i rubovi. Kut bi trebao biti između 30 i 45 stupnjeva. Kao držač možete koristiti čeličnu šipku ili ploču, koja će biti pričvršćena na vrh lemljenja. Također možete napraviti olovku i pričvrstiti je lemilicom.