
- Suština i metode zavarivanja
- Karakteristika elektrode
- Značajke zavarivanja argonskim lukom
- Oprema za zavarivanje
- Inverterska ocjena
- Prednosti i nedostaci
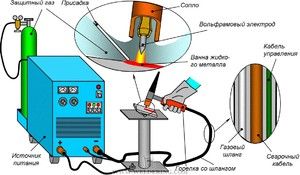 Volfram Inert Gas (TIG) je ručna ili automatska metoda lučnog zavarivanja. Moguće je koristiti neupotrošljivu elektrodu u ugljičnom dioksidu ili zaštitnu inertnu, uz stvaranje učinkovite radne smjese. Ova metoda je položena zajedno s drugim funkcijama u gotovo svim modernim zavarivačkim strojevima . Najbolji ne-potrošni materijal koji se koristi u ovoj metodi je volfram, tako da kratica često nije TIG, već WIG.
Volfram Inert Gas (TIG) je ručna ili automatska metoda lučnog zavarivanja. Moguće je koristiti neupotrošljivu elektrodu u ugljičnom dioksidu ili zaštitnu inertnu, uz stvaranje učinkovite radne smjese. Ova metoda je položena zajedno s drugim funkcijama u gotovo svim modernim zavarivačkim strojevima . Najbolji ne-potrošni materijal koji se koristi u ovoj metodi je volfram, tako da kratica često nije TIG, već WIG.
Suština i metode zavarivanja
 TIG zavarivanje koristi se za spajanje nehrđajućih, strukturnih i ugljičnih čelika, nikla, titana, aluminija, bakra, silicijskih bronza, mesinga, različitih legura i drugih metala. Koristi se u termoelektrani, kemijskoj, prehrambenoj, naftnoj i drugim industrijama.
TIG zavarivanje koristi se za spajanje nehrđajućih, strukturnih i ugljičnih čelika, nikla, titana, aluminija, bakra, silicijskih bronza, mesinga, različitih legura i drugih metala. Koristi se u termoelektrani, kemijskoj, prehrambenoj, naftnoj i drugim industrijama.
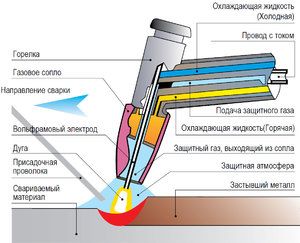
Između proizvoda i netrošne elektrode nastaje električni luk koji topi rubove metala za punjenje i zavarenog proizvoda. Plamenik dovodi plin u zonu zavarivanja, koja štiti zavareni bazen, prednju stranu žice za punjenje, električni luk i kristalizirajući šav od izloženosti zraku.
Klasifikacija ručnog zavarivanja može se prikazati:
- Metodom paljenja luka. Luk se zapali dodirom elektrode na površinu zavarenog proizvoda ili se formiranje luka vrši pomoću izlaznih traka. Praktičnije je i lakše oblikovati luk posebnim blokom - oscilatorom.
- Prema vrsti zaštićenog protoka plina. Plin mora biti ravnomjerno raspoređen po cijeloj mlaznici. To se postiže laminarnim protokom ili u plinskoj komori.
- Prema vrsti zaštitnog plina. Kao zaštitni plin mogu se koristiti argon, helij, dušik ili mješavina plinova.
- Prema vrsti lučnog pražnjenja. Moguće je zavarivati neprekidno gorivi luk ili stisnuti luk. Impulzivno zavarivanje koristi se kada luk pulsira s danim omjerom stanke i pulsa.
- Iz tehničkih razloga. Zavarivanje se vrši potopnim ili prodornim lukom, uparenim elektrodama i snopom elektroda.
- Prema vrsti struje. Zavarivanje je jednosmjerna ili izmjenična struja.
TIG zavarivanje je univerzalni oblik spajanja velikog broja metala na bilo kojem položaju u prostoru.
Karakteristika elektrode
Volfram elektrode koriste se za zavarivanje nekonzumiranih elektroda. Karakterizira ih visoka talište i činjenica da ne sudjeluju u stvaranju zavara. Takve marke (GOST 23949−80) su se široko koristile:
- čisti volfram;
- s lantanovim oksidom;
- s itrijevim oksidom;
- s torijevim oksidom.
 Ovi legirajući elementi poboljšavaju kvalitetu volframa i dodaju otpornost na taljenje. Da bi se razlikovale šipke, usvojeno je označavanje slova i boja. Pismo označava kemijski sastav i nečistoće, a boja označava vrste oksida koje elektroda sadrži.
Ovi legirajući elementi poboljšavaju kvalitetu volframa i dodaju otpornost na taljenje. Da bi se razlikovale šipke, usvojeno je označavanje slova i boja. Pismo označava kemijski sastav i nečistoće, a boja označava vrste oksida koje elektroda sadrži.
Izbor promjera elektrode ovisi o stupnju volframa, vrsti i veličini struje zavarivanja. Ako odaberete ispravan način zavarivanja, tada za svaki sat izgaranja brzina protoka šipke neće prelaziti dva centimetra. Temperatura radnog okruženja može doseći 6 tisuća stupnjeva topline.
Kada se zagrijavaju, nekonzumirajuće elektrode mogu se oksidirati u atmosferi, dakle radni medij volframa zaštićen je plinom. Upotrebom argona i helija postiže se kvaliteta zavarivanja. Najudobnije će biti zavarivanje s direktnom polarnošću pri konstantnoj struji. U ovom slučaju, baklja je udobna i lagana, pa je postupak zavarivanja jednostavan.
 Značajka elektroda za TIG zavarivanje je potreba za nadziranjem i pripremom stanja njihovih vrhova. O tome ovisi pritisak luka na površini i raspodjela energije, što utječe na dubinu i širinu zavara proizvoda, kao i na veličinu i oblik šava. Pravila ostrenja ovise o marki samog potrošnog materijala i radnim uvjetima zavarivanja argon-lukom. Vrh elektrode možete brusiti brusilicom ili brusnim kotačem.
Značajka elektroda za TIG zavarivanje je potreba za nadziranjem i pripremom stanja njihovih vrhova. O tome ovisi pritisak luka na površini i raspodjela energije, što utječe na dubinu i širinu zavara proizvoda, kao i na veličinu i oblik šava. Pravila ostrenja ovise o marki samog potrošnog materijala i radnim uvjetima zavarivanja argon-lukom. Vrh elektrode možete brusiti brusilicom ili brusnim kotačem.
Značajke zavarivanja argonskim lukom
 Argonsko zavarivanje lukom zbog velike svestranosti široko se koristi. Argon se koristi kao zaštitni plin tijekom zavarivanja. Zavarivanje je podijeljeno na ručno zavarivanje i automatsko. Uz njegovu pomoć možete dobiti šavove s glatkom strukturom, urednim izgledom i velikom čvrstoćom.
Argonsko zavarivanje lukom zbog velike svestranosti široko se koristi. Argon se koristi kao zaštitni plin tijekom zavarivanja. Zavarivanje je podijeljeno na ručno zavarivanje i automatsko. Uz njegovu pomoć možete dobiti šavove s glatkom strukturom, urednim izgledom i velikom čvrstoćom.
Glavni alat je argonski plamenik: koristi se za kombiniranje metala. Zbog posebnog dizajna volframova elektroda je fiksirana tako da kraj štapa strši nekoliko milimetara iznad keramičke mlaznice .
Kratki luk osigurava maksimalnu dubinu prodora proizvoda. Ovisi o tehnici isporuke materijala za punjenje, koliko će precizan biti zavar i koja će širina imati. Dodatak mora uvijek biti u zaštitnoj zoni i strujati ispred zavarivačkog gorionika.
Zavarivanje TIG argonskim lukom bit će uspješno prema određenim pravilima:
- Proizvodi se moraju pripremiti za zavarivanje - odmastiti i očistiti.
- Da bi se stvorilo zaštitno okruženje prije rada, plin argon isporučuje se u 10 sekundi.
- Duljina luka treba biti što kraća.
- Treba kuhati samo u uzdužnom smjeru, bez odstupanja u poprečnom smjeru.
- Ako je dovod argona prekinut, rad mora biti zaustavljen, jer elektroda i aditivi moraju biti zaštićeni.
- Da se spriječi prskanje metala, šipka (žica za punjenje) se glatko uvlači.
- Kvaliteta šava smatra se dobrom ako se bazen zavarivanja produži.
- Zavarivački radovi završavaju se smanjenjem trenutne snage i isključivanjem dovoda plina nakon 10 sekundi.
Svaka vrsta zavarivanja argonskim lukom ima svoje karakteristike, određene su korištenom opremom.
Oprema za zavarivanje
 Svi se radovi u zaštitnom plinskom okruženju izvode pomoću posebnih uređaja dizajniranih za TIG argonsko-lučno zavarivanje ili opreme modificirane za takve radove. Kompletni skup instalacija sastoji se od sljedećih elemenata:
Svi se radovi u zaštitnom plinskom okruženju izvode pomoću posebnih uređaja dizajniranih za TIG argonsko-lučno zavarivanje ili opreme modificirane za takve radove. Kompletni skup instalacija sastoji se od sljedećih elemenata:
- Mlaznica. Predviđen je za rad s plamenikom. Napravljen je od materijala otpornog na toplinu, jer temperatura zavarenog bazena kada se zagrijava može doseći 2000 ° C. Ovisno o vrsti metala, promjer mlaznice je različit.
- Plamenik. Njegov dizajn ovisi o načinu rada. Ako je baklja hlađena vodom, to će kontrolirati pregrijavanje elektrode i temperaturu bazena za zavarivanje.
- Oscilator. Upotreba ovog uređaja omogućuje paljenje luka bezkontaktnom metodom. Ne samo da održava stabilnost električnog luka, već i stvara pražnjenje za probijanje lučnog luka.
- Izvor napona. Dostupni su oba zavarivača i transformatorska postrojenja. Inverterski uređaji su poželjniji, oni stvaraju jednoličan napon, što pozitivno utječe na kvalitetu zavara.
- Balastni reostat. Uz njegovu pomoć regulira se trenutna snaga, koja se dovodi do luka. Pomoći će vam odabrati najbolje opcije za rad s različitim metalima.
- Dodatni pribor. Takav element može biti zavarivač. Omogućuje cjelokupni postupak zavarivanja.
Inverterski uređaji široko se koriste u svakodnevnom životu, jednostavni su za upotrebu i imaju male dimenzije.
Inverterska ocjena
Moderni inverteri za zavarivanje uvelike su olakšali rad zavarivača i napravili skok u električnom zavarivanju. Tri najbolja modela prema pregledu korisnika uključuju:
- Svarog TECH ARC 205 B (Z 203);
- Resanta SAIPA-190MF;
- FUBAG U 176.
Svarog model TECH ARC 205 B (Z 203) jedan je od najtrajnijih i najpouzdanijih uređaja s argonsko-lučnim zavarivanjem, koji proizvodi ruska proizvodna tvrtka. Njegove glavne karakteristike:
- ulazni napon - 187−253 V;
- struja zavarivanja TIG - 10−200 A;
- vrsta izlazne struje - konstantna;
- snaga - 9 kV * A.
 Učinkovitost ovog uređaja je 85%, ima dodatni plamenik s vrstom paljenja dodirom. Model ima male dimenzije i teži 8 kg, pa je nezamjenjiv za česta kretanja. Proizvođač daje jamstveno razdoblje od 5 godina. Uređaj se ne pregrijava, potrošnja električne energije je zanemariva.
Učinkovitost ovog uređaja je 85%, ima dodatni plamenik s vrstom paljenja dodirom. Model ima male dimenzije i teži 8 kg, pa je nezamjenjiv za česta kretanja. Proizvođač daje jamstveno razdoblje od 5 godina. Uređaj se ne pregrijava, potrošnja električne energije je zanemariva.
Resanta SAIPA-190MF uređaj dizajniran je za profesionalne zavarivače. Ovi se uređaji proizvode u Kini, a prodaje ih latvijska tvrtka Resanta. Ovaj uređaj omogućuje vam kuhanje gotovo svih vrsta zavarivanja. Struja zavarivanja u TIG načinu rada je od 10 A do 190 A, a vrijeme uključivanja pri maksimalnoj struji je 70%. Ima visokokvalitetnu penetraciju i uzima metal do 10 mm.
Glavni nedostatak ovog modela su njegove dimenzije i težina - više od 18 kg.
Uređaj FUBAG IN 176 proizvodi njemačka tvrtka profesionalne električne opreme. Model se odlikuje funkcionalnošću, mikroprocesorskim upravljanjem, malim dimenzijama i težinom - 4, 5 kg. Ovaj se uređaj može kuhati u bilo kojem položaju, podešavajući struju zavarivanja tijekom rada.
Model ima patentirani dizajn. Pomoću njega je lako prelaziti od objekta do objekta i bez napora raditi na teško dostupnim mjestima.
Prednosti i nedostaci
Zavarivanje u argonu ima nekoliko prednosti u odnosu na druge vrste zavarivanja. Zahvaljujući njima, ova vrsta zavarivanja metala postala je prilično raširena. Prednosti uključuju:
- upotreba malih struja, što ima pozitivan učinak na rad koji zahtijeva visoku točnost;
- radovi se izvode bez elektrode i premaza;
- estetika i visoka čvrstoća zavara;
- na površini možete obnoviti istrošeni dio proizvoda;
- može raditi s metalima koje je teško zavariti;
- sposobnost rada s masivnim strukturama i malim detaljima;
- mala količina emitiranih aerosola;
- odsutnost iskre tijekom rada, što ukazuje na požarnu sigurnost;
- visokokvalitetno rezanje metala bez otpada.
Unatoč jednostavnosti tehnike zavarivanja i mogućnosti nadgledanja cijelog postupka, zavarivanje u argonskom mediju ima svoje nedostatke:
- prilično skupa oprema za izvođenje posla;
- zavarivač mora imati visoku stručnu spremu;
- pojava ultraljubičastog zračenja tijekom rada;
- niska produktivnost rada, to se posebno odnosi na ručne uređaje;
- uporaba zavarivanja visokih napona zahtijeva dodatno hlađenje;
- radno mjesto mora biti zaštićeno od propuha prilikom rada na otvorenom prostoru.
Prisutnost nedostataka ne utječe na potražnju ove moderne metode zavarivanja.